Głównym celem hartowania laserowego jest zwiększenie twardości w cienkiej warstwie powierzchniowej za pomocą obrabiarki laserowej, promieniowaniem laserowym wpływającym na strukturę warstwy powierzchniowej dzięki fali uderzeniowej generowanej w materiale oraz na skutek przemian fazowych wywołanych nagrzewaniem. Innym czynnikiem może być także możliwość przetopu i przekrystalizowanie materiału.
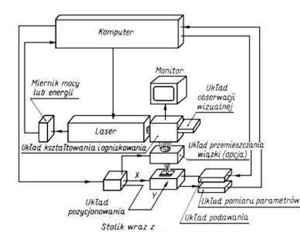
Schemat obrabiarki laserowej
Przy hartowaniu bezprzetopieniowym materiał nagrzewa się do temperatury, w której zachodzi przemiana fazowa czyli dla stali o kilkadziesiąt stopni powyżej A3 i pozostawia do samoschłodzenia. W wyniku takiego działania otrzymuje się twardszą strukturę, głównie strukturę martenzytyczną. Podczas hartowania przetopieniowego zaś następuje modyfikacja struktury materiału wyjściowego.
Hartowanie laserowe nie wymaga nagrzewania całego przedmiotu, a jedynie detali, których twardość należy zwiększyć głównie w warstwie powierzchniowej dlatego też nie następuje deformacja i pogorszenie własności rdzenia obrabianego materiału. Wielkość wpływu wiązki lasera na obrabiany materiał zależy od warunków prowadzenia hartowania czyli, głównie od rodzaju materiału, a zwłaszcza jego przewodności cieplnej, mocy lasera oraz prędkości procesu.
Umocnienie warstwy wierzchniej można również osiągnąć poprzez hartowanie wiązką elektronów. Proces bezprzetopieniowy polega na krótkotrwałym (od 1 ms do 1 s) nagrzaniu warstwy wierzchniej do temperatury wyższej od temperatury przemiany martenzytycznej, a jednocześnie niższej od temperatury topnienia, wykorzystując gęstość mocy kilku kW/m2. Następnie poprzez samoschłodzenie z szybkością od 104 do ponad 105 K/s otrzymuje się bardzo drobnokrystaliczną strukturę o dużej twardości.
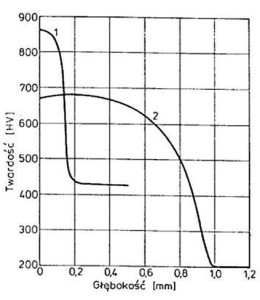
Rozkład twardości w warstwie wierzchniej stali zahartowanej laserowo:
1 – węglowej o zawartości 0,36 % C; 2 – En8
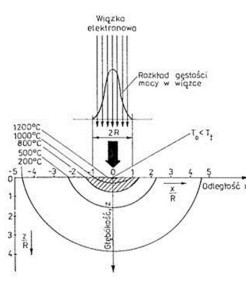
Pole temperatury w przekroju poprzecznym nagrzewanej stali przy nagrzewaniu elektronowym punktowym:
T0 – temp. początkowa; Tt – temp. topnienia; 2R – średnica wiązki; pole zakreskowane – warstwa zahartowana.
Po hartowaniu warstwa wierzchnia stali składa się z dwóch stref, z których strefa przypowierzchniowa posiada strukturę złożoną z niskowęglowego martenzytu listwowego lub drobnoiglastego wraz z równomiernie rozmieszczonymi węglikami po przemianie austenitycznej przebiegającej z dużą szybkością. Zwykle stosuje się hartowanie jednowarstwowe polegające na jednokrotnym przejściu wiązką tego samego obszaru poddawanego obróbce, ale można również stosować hartowanie wielowarstwowe. Obróbka ta może być prosta, czyli przebiegać pojedynczo lub złożona przy powiązaniu z innymi technologiami obróbki cieplnej.
Hartowanie przetopieniowe może być realizowane na kilka sposobów zależności od parametrów energetycznych wiązki elektronowej. Wśród nich wyróżnia się podtapianie, przetapianie, intensywne przetapianie i bardzo intensywne przetapianie. Obrobiona warstwa wierzchnia ma budowę trzystrefową podobnie jak podczas hartowania laserowego z przetopieniem. Hartownie wiązką elektronów pozwala na poprawę własności gotowego wyrobu bez zmiany jego wymiarów przy niewielkich naprężeniach hartowniczych.
Hartowanie powierzchniowe, które można przeprowadzić na wiele sposobów pozwala na osiągnięcie odpowiednich własności materiału dzięki wielu jego zaletom. Do zasadniczych należą przede wszystkim:
- Możliwość zastosowania do przedmiotów o niemal dowolnym rozmiarze i kształcie.
- Otrzymanie twardej warstwy powierzchniowej o określonej grubości przy zachowaniu ciągliwego rdzenia.
- Wyeliminowanie krzywienia się.
- Zachowanie gładkiej nie utlenionej powierzchni.
- Duża wydajność procesu.