Hartowanie stali:
Rozróżniamy kilka odmian hartowania:
- Hartowanie objętościowe:
– hartowanie zwykłe,
– hartowanie stopniowe,
– hartowanie izometryczne. - Hartowanie powierzchniowe
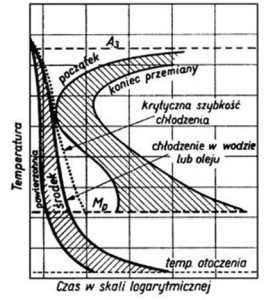
Hartowanie zwykłe (ciągłe):
Polega na nagrzaniu przedmiotu do odpowiedniej temperatury, czyli do stanu austenitycznego (powyżej linii GS), a następnie szybkim ochłodzeniu w kąpieli chłodzącej do temperatury poniżej temperatury przemiany martenzytycznej, zazwyczaj do temperatury równej lub zbliżonej do temperatury otoczenia, tzn. 15 – 60 °C.
 Schemat hartowania zwykłego
Schemat hartowania zwykłego
Hartowanie stopniowe:
Polega ono na nagrzaniu przedmiotu jak przy hartowaniu zwykłym, szybkim chłodzeniu w kąpieli saletrzanej lub ołowiowej nagrzanej do pewnej temperatury pośredniej, czyli nieco powyższej temperatury początku przemiany martenzytycznej, wytrzymaniu w tej temperaturze, a następnie chłodzeniu w oleju lub powietrzu.

Schemat hartowania stopniowego
Hartowanie z przemianą izotermiczną:
Zwane hartowaniem izotermicznym polega na nagrzaniu stali powyżej A3 – A1, wygrzaniu, a następnie oziębieniu w kąpieli o temperaturze wyższej od temperatury początku przemiany martenzytycznej Ms.
W kąpieli tej hartowany przedmiot wytrzymuje się aż do zakończenia przemiany austenitu na bainit, a dalsze chłodzenie odbywa się na powietrzu lub w wodzie. Dzięki uniknięciu przemiany martenzytycznej, która daje największe naprężenia własne oraz wyrównaniu temperatury na całym przekroju przed przemianą bainityczną ten sposób hartowania powoduje najmniejsze naprężenia i odkształcenia.
Temperatura kąpieli zależy od własności, jakie chcemy otrzymać i zwykle wynosi 250 – 350 °C w wyniku, czego otrzymuje się bainit o twardości 48-58 HRC. Hartowanie z przemianą izotermiczną stosuje się głównie dla przedmiotów wykonanych ze stali stopowych.

Schemat hartowania izotermicznego
Wynikiem zabiegu jest struktura bainityczno – martenzytyczna o twardości większej od bainitu, a ciągliwości większej od martenzytu. Zabieg ten stosuje się w obróbce cieplnej dokładnych narzędzi tj. frezów modułowych, ponieważ powoduje minimalne naprężenia (odkształcenia) hartownicze.
Porównanie hartowania zwykłego, stopniowego i z przemianą izotermiczną:
| Porównywane dane | Hartowanie zwykłe | Hartowanie stopniowe | Hartowanie z przemianą izotermiczną |
| Przemiana austenitu | w zakresie Ms do Mf | na wolnym powietrzu po wyjęciu przedmiotu z kąpieli | w kąpieli |
| Czas wytrzymania przedmiotu w gorącej kąpieli | – | do wyrównania tempe-ratur na przekroju przedmiotu | do zakończenia przemiany austenitu w bainit |
| Struktura po hartowaniu | martenzyt | martenzyt lub martenzyt z bainitem | bainit |
| Dodatkowe zabiegi obróbki cieplnej | odpuszczanie | odpuszczanie (w przypadku uzyskania martenzytu) | – |
| Zalety i wady | możliwość powstawania pęknięć, duża twardość, obróbka obejmuje dwa zabiegi | wyeliminowanie naprężeń i pęknięć hartowniczych, małe odkształcenia, duża twardość | bardzo małe odkształcenia, małe naprężenia, duża udarność, skrócenie czasu obróbki, obróbka obejmuje jeden zabieg |
Hartowanie powierzchniowe:
Hartowanie powierzchniowe stosuje się w celu uzyskania dużej twardości wierzchniej warstwy przedmiotu, przy zachowaniu niezmienionych własności rdzenia. Zapewniona wówczas zostaje duża odporność powierzchni na ścieranie i jednocześnie wytrzymałość przedmiotu na uderzenie.
Zabieg ten polega na nagrzaniu warstwy zewnętrznej przedmiotu do temperatury o około 50 °C wyższej od temperatury hartowania dla danej stali i następnie chłodzeniu tej warstwy z szybkością większą od krytycznej.
Grubość warstwy zahartowanej zależy od grubości warstwy nagrzanej do temperatury austenityzowania.
Szybkość nagrzewania zależy głównie od rodzaju hartowania, wielkości przedmiotu oraz gatunku stali. Musi być ona duża, a ilość ciepła doprowadzona do powierzchni przedmiotu znacznie większa od ilości ciepła, które może przeniknąć w głąb materiału wskutek przewodnictwa. Jest to warunek konieczny, umożliwiający nagrzanie powierzchniowej warstwy do wymaganej temperatury. Osiągnięcie tej temperatury jest możliwe różnymi sposobami nagrzewania materiału.
Hartowanie powierzchniowe, które można przeprowadzić na wiele sposobów pozwala na osiągnięcie odpowiednich własności materiału dzięki wielu jego zaletom.
Do zasadniczych należą przede wszystkim:
- możliwość zastosowania do przedmiotów o niemal dowolnym rozmiarze i kształcie,
- otrzymanie twardej warstwy powierzchniowej o określonej grubości przy zachowaniu ciągliwego rdzenia,
- wyeliminowanie krzywienia się,
- zachowanie gładkiej nie utlenionej powierzchni,
- duża wydajność procesu.
Zależnie od sposobu nagrzewania rozróżnia się następujące rodzaje hartowania powierzchniowego:
- kąpielowe
- indukcyjne
- płomieniowe
- wiązkowe (laserowe, wiązką elektronów)
Hartowanie kąpielowe:
Hartowanie kąpielowe polega na nagrzewaniu przedmiotu w kąpieli ołowiowej lub solnej, a następnie oziębieniu go w wodzie lub oleju.
Kąpiel ogrzewająca powinna mieć temperaturę wyższą od temperatury hartowania o ok. 50 – 100 °C, w celu nagrzania powierzchniowej warstwy przedmiotu zanurzonego na chwilę do temperatury, w której stal przejdzie w stan austenityczny i da się zahartować, przy czym środek przedmiotu nagrzewa się nieznacznie.
Hartowanie indukcyjne:
Hartowanie indukcyjne polega na umieszczaniu przedmiotu obrabianego w cewce, przez którą przepływa prąd o bardzo wysokiej częstotliwości (10 MHz).
Strumień magnetyczny wytwarzany przez prąd zmienny przechodzący przez induktor (cewkę) wykonany w kształcie pętli lub spirali z rurek miedzianych wzbudza w przedmiocie metalowym umieszczonym wewnątrz induktora prądy wirowe, które w ciągu kilku sekund nagrzewają powierzchnię przedmiotu do temperatury hartowania. Przedmiot nagrzany powierzchniowo jest następnie oziębiany natryskiem cieczy oziębiającej.
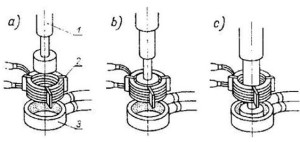
Hartowanie indukcyjne prądami wysokiej częstotliwości 1 – wzbudnik, 2 – przedmiot hartowany, 3 – urządzenie do chłodzenia
Hartowanie płomieniowe:
Hartowanie płomieniowe polega na nagrzewaniu obrabianego przedmiotu palnikami gazowymi i szybkim chłodzeniu.
Metody hartowania płomieniowego są podobne do metod hartowania indukcyjnego. Palniki są zwykle sprzężone z natryskiwaczami, co umożliwia bezpośrednie chłodzenie. Hartowanie płomieniowe może być stosowane w przypadku obróbki cieplnej wałków, kół zębatych, zwłaszcza o dużych modułach (np. 12 mm), prowadnic łóż obrabiarek, tulei i innych dużych przedmiotów.