Hartowność jest to zdolność stali do utworzenia struktury martenzytycznej. Własność ta jest ściśle związana z krytyczną szybkością chłodzenia (vk), a więc trwałością austenitu. Im szybkość krytyczna jest większa, tym hartowność mniejsza.
Hartowność ma duże znaczenie praktyczne, gdyż umożliwia optymalny dobór stali na poszczególne elementy konstrukcyjne. Zastosowanie stali o zbyt małej hartowności powoduje, że element nie jest zahartowany na żądaną głębokość, a w skutek tego jego własności wytrzymałościowe są gorsze od wymaganych. Stosowanie stali o większej hartowności od wymaganej jest natomiast marnotrawstwem materiału, gdyż taka stal ma większą od wymaganej zawartość drogich pierwiastków stopowych.
Z pojęciem hartowności wiążą się następujące cechy:
- głębokość hartowania,
- maksymalna twardość uzyskiwana na powierzchni,
- skłonność do tworzenia rys i pęknięć hartowniczych.
Głębokość hartowania wiąże się z różnymi prędkościami chłodzenia na przekroju hartowanego elementu. Przyjęto, iż za warstwę zahartowaną uważa się strefę, w której znajduje się, co najmniej 50 % martenzytu (kryterium półmartenzytyczne).
Maksymalna średnica, przy której próbka zostaje zahartowana na wskroś, czyli łącznie z rdzeniem nazywana jest średnicą krytyczną (Dk). Z porównania głębokości zahartowanych prętów w wodzie i w oleju widać, że średnica krytyczna dla pręta hartowanego w wodzie jest większa niż dla pręta hartowanego w oleju.
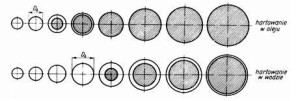 Głębokość strefy martenzytycznej (niezakreskowana) zahartowanych prętów o różnej średnicy oziębianych w oleju i wodzie; Dk –średnica (krytyczna) pręta zahartowanego na wskroś
Głębokość strefy martenzytycznej (niezakreskowana) zahartowanych prętów o różnej średnicy oziębianych w oleju i wodzie; Dk –średnica (krytyczna) pręta zahartowanego na wskroś
Wartość średnicy krytycznej zależy od zdolności chłodzącej ośrodka oziębiającego, której miarą jest współczynnik intensywności chłodzenia H. Współczynnik ten określa względną zdolność chłodzenia ośrodka w porównaniu z wodą, dla której przyjmuje się H = 1. Wielkość ta może zmieniać swą wartość od H = 0 dla ośrodka, który jest idealnym izolatorem, czyli zupełnie nie odbiera ciepła, do H = ? dla idealnego ośrodka chłodzącego, w którym powierzchnia przedmiotu chłodzonego natychmiast oziębiałaby się do temperatury ośrodka. Wartość współczynnika H zależy także w dużym stopniu od intensywności ruchu przedmiotu względem ośrodka chłodzącego.

Wartości współczynnika intensywności chłodzenia różnych ośrodków
Średnica krytyczna jest ważną wielkością przy doborze gatunku stali na określony wyrób. Jeśli istnieje potrzeba, aby wyrób podczas obróbki cieplnej ulegał zahartowaniu na wskroś, należy użyć takiej stali, aby
Dk >Dwyr
gdzie:
Dk– średnica krytyczna,
Dwyr– średnica wyrobu.
Za idealną średnicę krytyczną (Dki) przyjmuje się średnicę największego przekroju hartującego się na wskroś w „idealnej” cieczy hartowniczej, tzn. odbierającej ciepło z nieskończenie dużą szybkością.
Przyjmując za kryterium idealną średnicę krytyczną, wyróżnia się cztery grupy stali:
- o małej hartowności Dki < 50 mm
- o średniej hartowności Dki = 50 – 80 mm
- o dużej hartowności Dki = 80 – 150 mm
- o bardzo dużej hartowności Dki > 150 mm
Do pierwszej grupy należą stale zwykłe i niektóre narzędziowe stopowe, a do pozostałych stopowe.